全國免費服務熱線400-961-1193
 雙工位自動打螺絲機吹氣式伺服電批_多頭雙平臺帶下料全自動鎖螺絲機手持式
雙工位自動打螺絲機吹氣式伺服電批_多頭雙平臺帶下料全自動鎖螺絲機手持式 吸附式自動送釘機自動擰螺母打螺絲機器人上螺絲設備
吸附式自動送釘機自動擰螺母打螺絲機器人上螺絲設備 十工位錫膏回溫機_定時自動回溫機_軟化機錫膏計時機_SMT設備廠家
十工位錫膏回溫機_定時自動回溫機_軟化機錫膏計時機_SMT設備廠家 錫膏回溫機_智能錫膏回溫箱_紅膠銀膠解凍機_可報警帶打印功能回溫機
錫膏回溫機_智能錫膏回溫箱_紅膠銀膠解凍機_可報警帶打印功能回溫機 普思高精密點膠機_全自動平臺式智能灌膠機_打膠機熱熔膠AB膠點膠機
普思高精密點膠機_全自動平臺式智能灌膠機_打膠機熱熔膠AB膠點膠機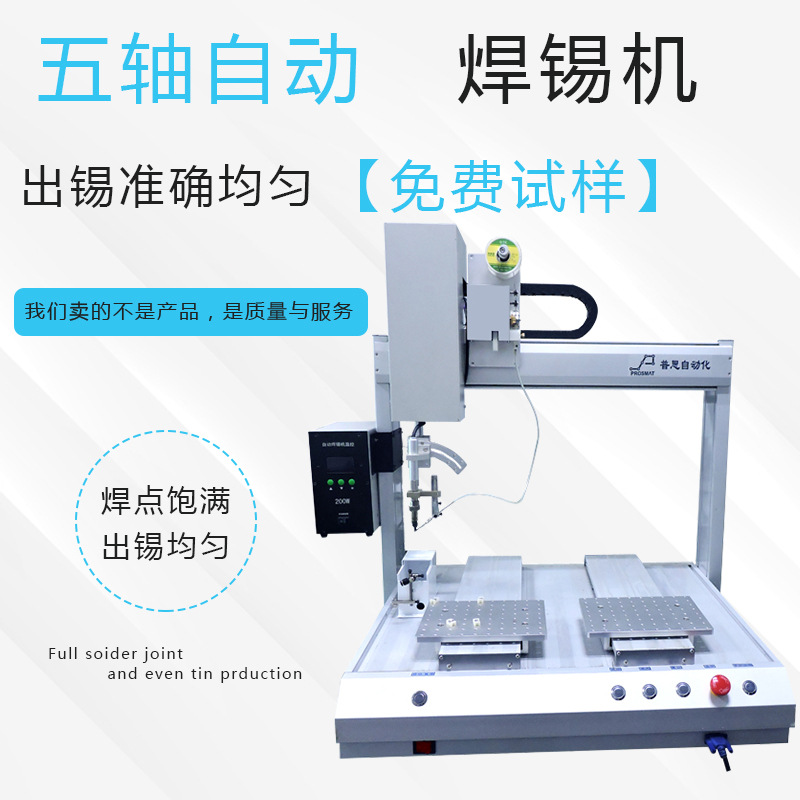 普思五軸自動焊錫機_USB接口高效穩定焊錫設備_360度旋轉全自動焊錫機
普思五軸自動焊錫機_USB接口高效穩定焊錫設備_360度旋轉全自動焊錫機 自動鎖螺絲機_MOS管散熱片自動組裝打螺絲機_落地式背靠背鎖螺絲機f非標定制
自動鎖螺絲機_MOS管散熱片自動組裝打螺絲機_落地式背靠背鎖螺絲機f非標定制 自動鎖螺絲機全自動打螺絲機多軸落地式擰螺絲機器人設備定制廠家
自動鎖螺絲機全自動打螺絲機多軸落地式擰螺絲機器人設備定制廠家 全自動落地式機米螺絲機_高效穩定智能鎖附_多軸可自動下料鎖螺絲機
全自動落地式機米螺絲機_高效穩定智能鎖附_多軸可自動下料鎖螺絲機 全自動螺絲機落地式多軸吹氣式鎖機米螺絲機_自動打螺絲機非標定制
全自動螺絲機落地式多軸吹氣式鎖機米螺絲機_自動打螺絲機非標定制
深圳市普思自動化科技有限公司
聯系人:葉先生
手機:13510658989
電話:0755-29742495
傳真:0755-29917523
郵箱:samye@126.com
地址:深圳市寶安區沙井街道新和大道東盈工業園C1-4棟2樓
在自動點膠的各個操作過程中,有時會出現拉絲現象。 一旦發生拉絲,不僅會影響自動點膠機的工作效率,還會影響產品的良率。 下面點膠機設備廠家告訴你可以通過以下方法來解決這種情況減少或解決拉絲問題。
膠水開關延時
膠頭打開時,膠頭出膠口與膠閥之間有一定距離。 對于膠水,如果膠頭在打開膠頭輸出口后立即開始移動,會造成軌道開始處短時間缺膠,導致膠量錯誤,可能導致拉絲。 為了防止這種情況,開膠后,延遲一段時間,等待膠水流出,再進行后續的點膠動作。 關閉自動點膠機的膠頭后,膠頭的出膠口與出膠閥之間仍有未用完的膠水。 如果在膠頭關閉后立即移動膠頭,可能會出現膠水拖尾和拉絲現象。 為了防止這種現象的發生,在關閉膠頭后,延遲一段時間等待膠水用完,再進行后續的點膠。

提拉拉絲高度
由于某些膠水(如黃膠、熱熔膠)粘度較高,在一定距離處緩慢提拉一定距離即可將膠絲拉斷 勻速不影響膠軌跡,當一段軌跡完成后,移動到下一軌跡的起點,為防止膠頭撞針,膠不美觀,甚至拉膠 膠頭在終點處稍微抬高,保證膠頭不安全撞針,再次移動到下一個軌跡的起點。
提前脫膠,結束動作
提前脫膠距離,連續軌跡涂膠,到達終點前關閉膠頭,用余壓完成最后一個軌跡 及殘膠,避免段尾膠水成堆,拉絲。 整個示教軌跡點膠后,為了方便工件的取放,提高加工效率或消除加工誤差,可以設置膠頭移動到指定位置,或加工文件的起點,或 加工文件的終點,或復位,或進行齒輪連接也可以減少因加工錯誤引起的拉絲問題。
地 址:深圳市寶安區沙井街道新和大道東盈工業園C1-4棟2樓
電 話:0755-29742495 傳真:0755-29917523
E-mail:samye@126.com
粵ICP備15033748號
 微信二維碼
微信二維碼



