全國免費(fèi)服務(wù)熱線400-961-1193
歡迎進(jìn)入普思自動化科技有限公司官網(wǎng)!
 雙工位自動打螺絲機(jī)吹氣式伺服電批_多頭雙平臺帶下料全自動鎖螺絲機(jī)手持式
雙工位自動打螺絲機(jī)吹氣式伺服電批_多頭雙平臺帶下料全自動鎖螺絲機(jī)手持式 吸附式自動送釘機(jī)自動擰螺母打螺絲機(jī)器人上螺絲設(shè)備
吸附式自動送釘機(jī)自動擰螺母打螺絲機(jī)器人上螺絲設(shè)備 十工位錫膏回溫機(jī)_定時自動回溫機(jī)_軟化機(jī)錫膏計時機(jī)_SMT設(shè)備廠家
十工位錫膏回溫機(jī)_定時自動回溫機(jī)_軟化機(jī)錫膏計時機(jī)_SMT設(shè)備廠家 錫膏回溫機(jī)_智能錫膏回溫箱_紅膠銀膠解凍機(jī)_可報警帶打印功能回溫機(jī)
錫膏回溫機(jī)_智能錫膏回溫箱_紅膠銀膠解凍機(jī)_可報警帶打印功能回溫機(jī) 普思高精密點(diǎn)膠機(jī)_全自動平臺式智能灌膠機(jī)_打膠機(jī)熱熔膠AB膠點(diǎn)膠機(jī)
普思高精密點(diǎn)膠機(jī)_全自動平臺式智能灌膠機(jī)_打膠機(jī)熱熔膠AB膠點(diǎn)膠機(jī)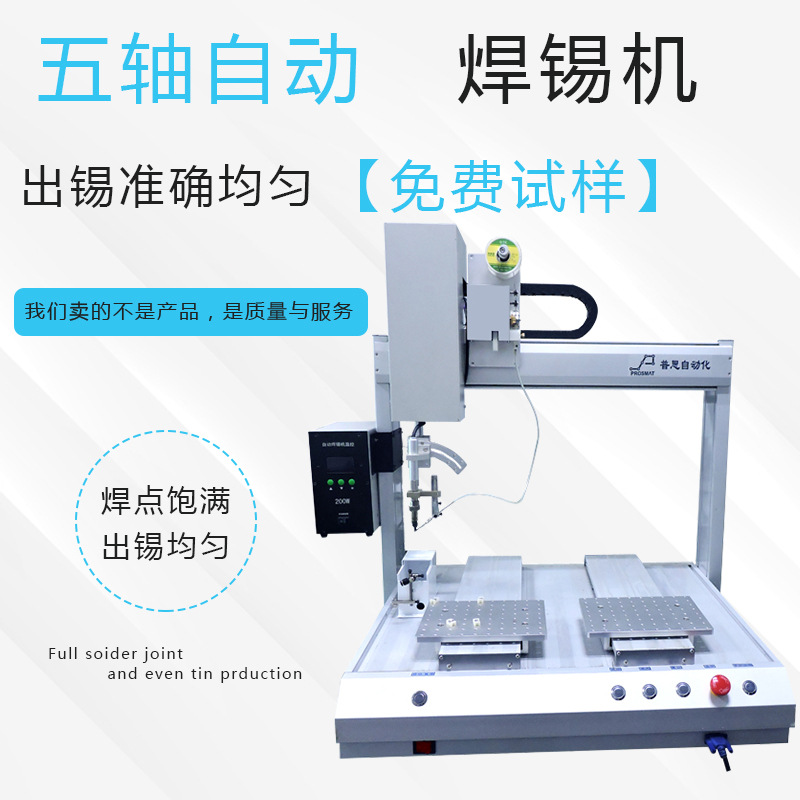 普思五軸自動焊錫機(jī)_USB接口高效穩(wěn)定焊錫設(shè)備_360度旋轉(zhuǎn)全自動焊錫機(jī)
普思五軸自動焊錫機(jī)_USB接口高效穩(wěn)定焊錫設(shè)備_360度旋轉(zhuǎn)全自動焊錫機(jī) 自動鎖螺絲機(jī)_MOS管散熱片自動組裝打螺絲機(jī)_落地式背靠背鎖螺絲機(jī)f非標(biāo)定制
自動鎖螺絲機(jī)_MOS管散熱片自動組裝打螺絲機(jī)_落地式背靠背鎖螺絲機(jī)f非標(biāo)定制 自動鎖螺絲機(jī)全自動打螺絲機(jī)多軸落地式擰螺絲機(jī)器人設(shè)備定制廠家
自動鎖螺絲機(jī)全自動打螺絲機(jī)多軸落地式擰螺絲機(jī)器人設(shè)備定制廠家 全自動落地式機(jī)米螺絲機(jī)_高效穩(wěn)定智能鎖附_多軸可自動下料鎖螺絲機(jī)
全自動落地式機(jī)米螺絲機(jī)_高效穩(wěn)定智能鎖附_多軸可自動下料鎖螺絲機(jī) 全自動螺絲機(jī)落地式多軸吹氣式鎖機(jī)米螺絲機(jī)_自動打螺絲機(jī)非標(biāo)定制
全自動螺絲機(jī)落地式多軸吹氣式鎖機(jī)米螺絲機(jī)_自動打螺絲機(jī)非標(biāo)定制
深圳市普思自動化科技有限公司
聯(lián)系人:葉先生
手機(jī):13510658989
電話:0755-29742495
傳真:0755-29917523
郵箱:samye@126.com
地址:深圳市寶安區(qū)沙井街道新和大道東盈工業(yè)園C1-4棟2樓
這個問題的解決方法也很簡單,就是延長烙鐵頭的停留時間或者提高溫度。 人工很難保持恒溫恒時,但這種重復(fù)的動作交給了自動化。 很容易解決,比如普思自動化的自動焊錫機(jī)。
普思自動焊錫機(jī)有專門的溫度控制系統(tǒng)。 焊錫工作時,可預(yù)熱平臺,保持恒溫。 閑置時自動降低焊接溫度直至休眠,防止烙鐵干燒。 燃燒,延長烙鐵頭的壽命,從而解決了溫度過高和過低的問題。
1、什么是虛焊
虛焊是指焊點(diǎn)看似OK,但焊點(diǎn)不牢固或入錫量不夠,導(dǎo)致焊接質(zhì)量不佳。出現(xiàn)這種情況的主要原因是烙鐵頭在焊盤上的停留時間不夠或溫度太低。假焊是一種常見的線路故障,虛焊有兩種,一種是在生產(chǎn)過程中,由于生產(chǎn)工藝不當(dāng),連接狀態(tài)和時間不穩(wěn)定造成的; 另一種是長期使用電器和一些發(fā)熱嚴(yán)重的部件造成的。 焊腳處的焊點(diǎn)極易老化剝落。
虛焊和假焊都是指焊件表面未完全鍍錫,焊件未用錫固定。 是因為焊件表面沒有清理干凈或焊劑用量太少,焊接時間太短造成的。 所謂“焊點(diǎn)后失效”是指焊點(diǎn)表面看起來質(zhì)量合格,不存在“搭焊”、“半點(diǎn)焊”、“卡焊”等焊接缺陷。 在車間生產(chǎn)過程中,組裝好的機(jī)器沒有故障,但用戶使用一段時間后,時不時出現(xiàn)因焊接不良、導(dǎo)電不良等原因造成的故障,這也是導(dǎo)致機(jī)器故障率高的原因之一。
出現(xiàn)虛焊的原因及解決方法
2、虛焊的危害
虛焊主要是由于被焊金屬表面的氧化物和污垢引起的 . 它的焊接點(diǎn)變成有接觸電阻的連接狀態(tài),導(dǎo)致電路工作不正常,出現(xiàn)由好到壞的不穩(wěn)定,無規(guī)律地增加噪聲,給電路的調(diào)試、使用和維護(hù)帶來重大隱患。 此外,還有一些虛擬焊點(diǎn)在電路開始工作時會長時間保持接觸,因此不易發(fā)現(xiàn)。 但在溫度、濕度、振動等環(huán)境條件的選擇下,接觸面逐漸氧化,接觸逐漸變得不完整。 虛焊點(diǎn)的接觸電阻會引起局部發(fā)熱,局部溫度升高會使未完全接觸的焊點(diǎn)進(jìn)一步惡化,最終甚至導(dǎo)致焊點(diǎn)脫落,電路根本無法正常工作。 這個過程有時可能需要長達(dá)一兩年的時間。
據(jù)統(tǒng)計,電子產(chǎn)品近一半的故障是由于焊接不良造成的。 但是,在焊點(diǎn)數(shù)以千計的電子設(shè)備中,需要找出故障原因。 這不是一件容易的事。 因此,虛焊是電路可靠性的一大隱患,必須嚴(yán)格避免。 進(jìn)行手工焊接操作時應(yīng)特別注意。

3、虛焊的主要原因
1).焊錫質(zhì)量差;
2).助熔劑還原性差或不足;
3).焊接區(qū)表面未事先清理干凈,鍍錫不牢固;
4).烙鐵頭溫度過高或過低,表面有氧化層;
5).焊接時間過長或過短,控制不好;
6).焊接時焊料未凝固,焊接元件松動;
7).元件引線被氧化。
4、虛焊原因及步驟分析
(1) 首先檢查焊縫表面有無銹蝕、油污等雜質(zhì),或不平整、接觸不良,會引起接觸電阻增大、電流減小、焊縫溫度升高。 焊接接頭不夠。
(2)檢查焊縫搭接是否正常,驅(qū)動側(cè)搭接是否減少或開裂。 重疊量的減少會使前后鋼帶的結(jié)合面積過小,減少總受力面,無法承受更大的拉力。 尤其是驅(qū)動側(cè)開裂現(xiàn)象,會引起應(yīng)力集中,開裂越來越大,最后折斷。
(3) 檢查電流設(shè)置是否符合工藝規(guī)定,電流設(shè)置是否隨著產(chǎn)品厚度變化而沒有相應(yīng)增加,導(dǎo)致焊接時電流不足,焊接不良。
(4) 檢查焊輪壓力是否合理。 如果壓力不夠,實際電流會因接觸電阻過大而下降。 焊接控制器雖然有恒流控制方式,但超過一定范圍電阻會增加。 (一般為15%),會超出電流補(bǔ)償限值,電流不能隨著電阻的增大而增大,達(dá)不到設(shè)定值。 在這種情況下,系統(tǒng)會在正常工作時發(fā)出警報。 在實際操作中,如果暫時不能分析出虛焊的確切原因,可將鋼帶頭尾清理干凈,增加焊接重疊量,焊接電流和焊輪壓力應(yīng)適當(dāng)。 適當(dāng)增加。 密切關(guān)注焊縫的形成狀態(tài),在大多數(shù)情況下,問題可以應(yīng)急處理。 當(dāng)然,必須采取其他措施來解決控制系統(tǒng)的問題,或電網(wǎng)電壓波動,導(dǎo)致焊縫被焊死。
5、虛焊的解決方法
1) 根據(jù)故障現(xiàn)象的發(fā)生,判斷大致的故障范圍
2) 外觀觀察,重點(diǎn)關(guān)注較大的元器件和發(fā)熱高的元器件
3) 用放大鏡觀察
4) 拉電路板
5) 用手搖晃可疑元件,觀察引腳焊點(diǎn)是否松動
6、防止誤焊的方法
1. 保持烙鐵頭清潔
因為帶電烙鐵頭在長時間處于高溫狀態(tài),其表面容易氧化或燒死,使烙鐵頭的導(dǎo)熱性變差,影響焊接質(zhì)量。 因此,可以用濕布或濕海綿擦拭烙鐵頭上的雜質(zhì)。 溫度過高時,可暫時拔掉插頭或蘸松香冷卻,使烙鐵頭隨時可適當(dāng)上錫。
2. 鍍錫的注意事項
如果焊件和焊點(diǎn)表面沾有鐵銹、污垢或氧化物,焊前應(yīng)“刮除”,直至光亮金屬 裸露,則可在焊件或焊點(diǎn)表面鍍錫。
3.焊接溫度要合適
為了使溫度合適,應(yīng)根據(jù)元器件的大小選擇功率合適的電烙鐵。 當(dāng)所選電烙鐵的功率恒定時,應(yīng)注意控制加熱時間的長度。
當(dāng)焊料從烙鐵頭自動散落到被焊物體上時,說明加熱時間足夠。 此時,迅速取下烙鐵頭,在焊接區(qū)留下光滑的焊點(diǎn)。 如果取下烙鐵后,焊接區(qū)幾乎沒有或沒有錫殘留,則說明加熱時間太短,溫度不夠,或焊接物體太臟; 如果在取下烙鐵之前焊錫流下來,則說明加熱時間太長,溫度太高。 一般烙鐵頭的溫度控制是助焊劑熔化較快且不冒煙時的最佳焊接溫度。
4.適當(dāng)?shù)暮稿a量
根據(jù)所需焊點(diǎn)的大小決定浸錫的烙鐵量,使焊錫量足以覆蓋被焊件的韌性 焊接并形成合適尺寸和光滑的焊點(diǎn)。 焊點(diǎn)不要太多錫,錫更好,相反,這種焊點(diǎn)更容易被焊接,而且可能是焊錫堆積在上面而不是焊接在上面。 如果一次涂錫量不夠,可以再次補(bǔ)焊,但必須在上一次涂錫熔化后取出烙鐵; 如果一次上錫量過多,烙鐵頭可取適量。
5. 焊接時間要適當(dāng)
焊接時間的正確利用也是焊接技巧的重要組成部分。 如果是印刷電路板的焊接,一般2~3S比較合適。 焊接時間過長,焊料中的助焊劑會完全揮發(fā),失去焊接功能,焊點(diǎn)表面氧化,導(dǎo)致焊點(diǎn)表面粗糙、發(fā)黑、不發(fā)亮 ,毛刺或流動。同時,焊接時間過長,溫度過高,容易燒壞元器件或印刷電路板的銅箔。 如果焊接時間太短,不能達(dá)到焊接溫度,焊料就不能充分熔化,影響助焊劑的潤濕,容易造成虛焊。
6. 凝固過程中不要接觸焊點(diǎn)
在焊點(diǎn)完全凝固之前,即使是很小的振動也會使焊點(diǎn)變形,造成虛焊。 因此,在拔出烙鐵頭前,應(yīng)先將焊件固定好,如用鑷子夾住,或拔出烙鐵頭后用嘴快速吹氣。 采用這些方法的目的是縮短焊點(diǎn)凝固的時間。
7. 注意烙鐵頭抽真空時的角度
將烙鐵頭斜向上抽空時,會從烙鐵頭上帶走少量錫珠,可形成光滑的焊點(diǎn); 當(dāng)烙鐵頭垂直向上拔出時,可形成帶有尖銳毛刺的焊點(diǎn);當(dāng)烙鐵頭水平方向抽出時,烙鐵頭可以帶走大部分錫球。
地 址:深圳市寶安區(qū)沙井街道新和大道東盈工業(yè)園C1-4棟2樓
電 話:0755-29742495 傳真:0755-29917523
E-mail:samye@126.com
粵ICP備15033748號
 微信二維碼
微信二維碼



