






一、三軸鎖螺絲機器人整機示意圖
二、操作面板
三、快速編程
四、自動運行
五、操作注意事項
一、三軸單工位鎖螺絲機器人整機示意圖

二、操作面板

1.電源開關:1壓下開啟整機設備電源,內部電源指示燈亮起,0壓下,關閉整機電源。整機電源開啟后,設備會自動做復位清零動作,要檢查有沒有阻礙物體,防止設備復位發生意外。
2.數據輸出(USB)接口:用于將坐標參數和加工數據保存在USB儲存器中。
3.啟動/暫停按鈕:按下啟動按鈕,設備按照編好的程序,進行自動鎖螺絲操作。
4.手動送螺絲:按下手動送螺絲按鈕,轉角汽缸轉動,將吹送過來的螺絲通過轉角臂送到批嘴上,被批嘴上的磁性吸附,隨后轉角氣缸轉回初始位置,轉角臂接住下一顆通過供料機氣管吹送過來的螺絲。
5.復位按鈕:自動鎖螺絲停止狀態,按下復位按鈕,設備復位。
6.調試旋鈕:順時針旋轉調試旋鈕,氣缸下壓,螺絲刀頭伸出方便調試對位。運行時要逆時針旋轉到運行狀態。
7.急停按鈕:按下急停按鈕,鎖定設備運行。
8.報警指示燈:設備出現問題的時候,報警燈亮起。
9.運行指示燈:設備自動運行時,指示燈點亮。
10.觸摸屏:主要操作界面。可以操作手動狀態,輸入輸出測試,參數設置等操作。
三、快速編程
1)快速編輯鎖螺絲指令的流程:
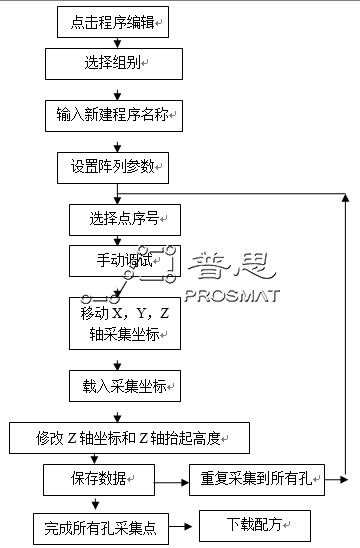
2)編輯坐標
如果在操作過程中,某個坐標點的位置不對,可以直接選擇文件,然后點擊編輯,找出對應鎖螺絲點的步序。然后重新采集坐標后保存就可以。
3)示范:
固定好產品治具后,進行以下操作。
點擊程序編輯,彈出以下窗口,進入程序編輯界面。

找出此治具對應的程序組,在組別“0”中可以進行選擇。找到對應程序組之后,找需要修改的坐標點,界面中“當前點”代表正在對其修改的點,可在此處直接輸入要修改的點的序號,也可通過“上一點”,“下一點”的按鈕來選擇需要修改的點。選擇好需要修改的點之后,點擊“手動調試”進入坐標修改界面。見下圖:

如果修改坐標只是在原來的基礎上微作調整,可點擊“試運行”,能夠快速將批嘴移動至此坐標位置,然后在此基礎上微調。方向鍵是用來控制批嘴前后左右移動的,也就是X軸,Y軸坐標的控制,注意微調時將“高速”切換成“低速”,點擊就可在此間切換,代表在手動控制過程中批嘴移動的速度。
完成X軸,Y軸坐標調整之后,通過上下控制按鈕,來調整批嘴的高度,即Z軸的坐標。界面中“連續0.20mm”代表在用方向按鈕手動采集坐標時,按住不放,批嘴移動時是連續移動,松開按鈕停止移動。點擊連續可切換成“定長0.20mm”,即點動模式,每次按方向控制按鈕,批嘴都只移動指定長度。此長度是可以設定的,后面的數字代表每次點動的距離,點擊可以修改。“復位”按鈕可以讓批嘴回到坐標零位。“調試”可以控制螺絲批上下。
治具上的產品有幾個螺絲孔位,就編幾個吹送鎖螺絲指令。
編輯方法:點擊X、Y、Z的移動光標,把批嘴移動到接近所要定位的螺絲孔位,點擊連續點動變為增量點動,微調至和螺絲孔位置一致為止,批嘴與產品的高度保持0.8~1.5mm的距離,保證不與產品直接接觸而刮花產品,定位完成后,點擊“程序編輯”回到程序編輯界面,點擊保存數據,完成一個點的坐標修改。再通過點的序號選擇,同樣的方法可對另一個點的坐標進行修改。“保存數據”完成所有點修改并保存數據之后,點擊下載配方,將程序輸入到PLC控制器,該程序即可生效。
注意,清除數據是將所有組的程序全部清除,如果要清除某一組的程序,請在程序列表中清除。
在主界面點擊程序列表“程序列表”進入程序列表界面:

在此界面可以選擇需要修改或者清除的程序組,點擊“清楚數據”可清除所選程序組的程序,點擊程序編輯,可對所選程序組進行編輯修改。
點擊“程序預覽”,進入程序列表
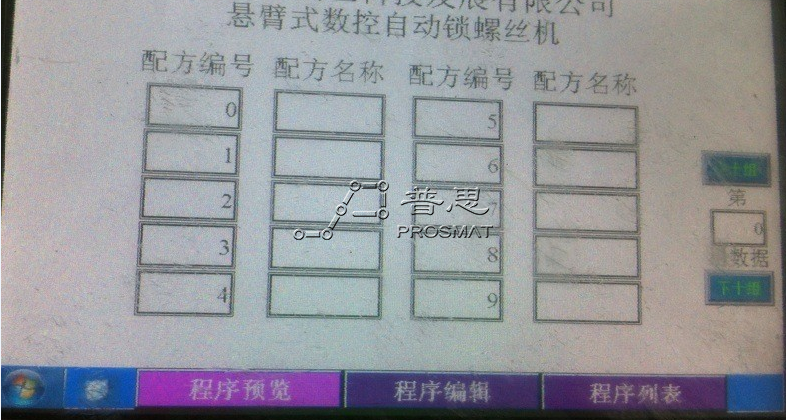
在這里可以找到所需程序的組別序號和對應的程序名稱。
四、自動運行

可以選擇設備的運行速度,點擊可在低速與高速間切換,螺絲的鎖緊模式也可點擊,在扭力與時間之間切換。其他一些參數也都可在此處根據需要設定,來保證在自動運行中達到最佳的效果。
選擇與治具對應的將要運行的程序組,在自動運行前,先點擊復位按鈕,讓批嘴坐標回到零位,確保無誤后,點擊手動調試將手動調試切換到自動運行,點擊啟動,或者按下啟動按鈕,螺絲機將自動運行,自動完成鎖螺絲工作,點擊停止可停止自動運行,也可按下急停開關來停止自動運行。
五:操作維護注意事項
1.批頭一般使用一段時間要清理一下。使用WD-40防銹油(水性),噴在批頭滑動槽里和周圍表面。每天一次。2.批頭使用一段時間后會有鐵屑產生附在批頭內部,要松開固定批頭的四個頂絲清理一下內部鐵屑,直到批頭伸縮順暢。
3.如果導軌不振動,首先調一下振動開關,然后看一下軌道與渦輪之間有沒有雜物卡住,檢查一下導軌下面振動器有沒有雜物,清理一下。
4.不出螺絲,用手拉一下分料氣缸是否可以正常滑動。如果不能正常滑動可能里面有不規則螺絲或雜物,清理掉即可。
5、導軌需定時加潤滑油。
6、若機器掉步,請斷電重啟。
7、定時檢查氣管內壁磨損程度,必要時更換氣管。
8、編程操作時,由于設備處在自動學習中,機械部件處于移動中。操作過程注意輕移慢行。注意操作安全。本設備屬于半自動機器。如安全確有需要,請客戶自行制作安全保護裝置后使用。




